








На базе оборудования ОВЕН осуществлена модернизация системы управления автоматического торцовочного станка. Автоматика станка советских времен значительно устарела: основной ЦПУ SIAX102 вышел из строя, древнейший ЧП 80-х годов тоже требовал замены. Во время ремонта было решено использовать современные средства автоматизации.
Перечень работ:
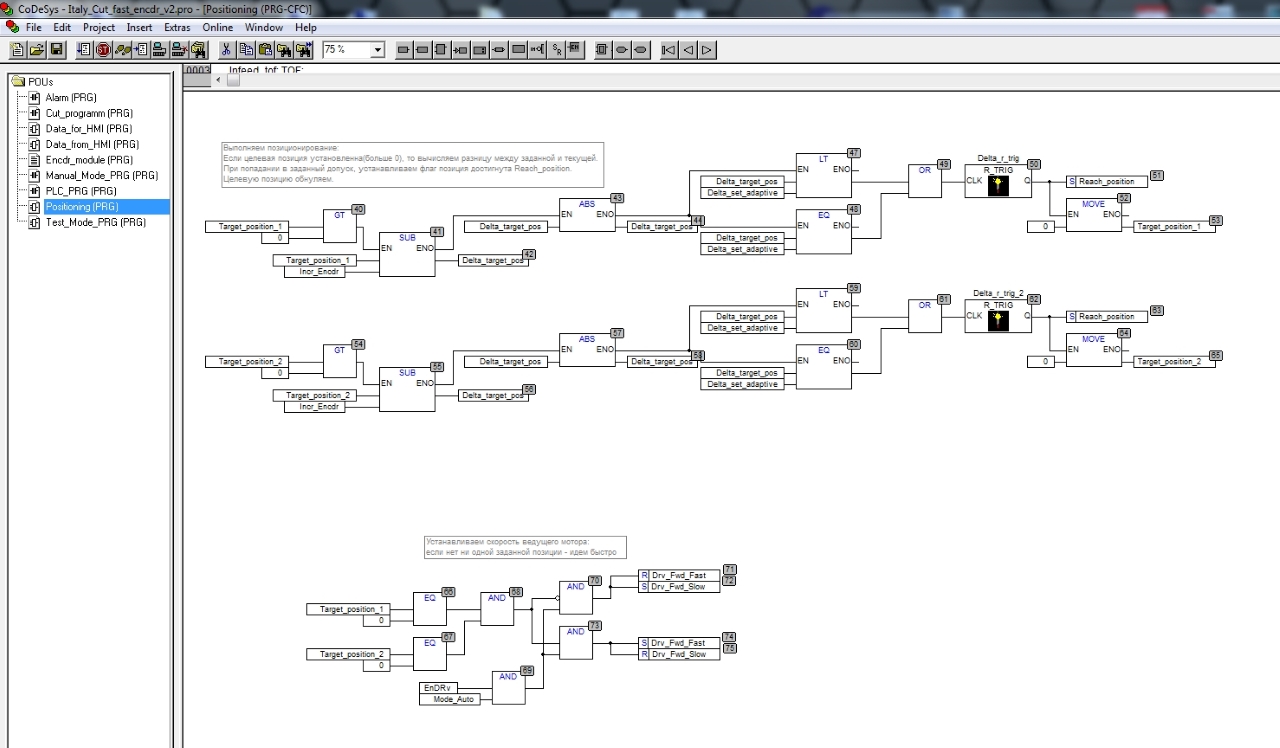
- Разработка ПО для ПЛК110-24.32.Р-М[М02] и СПК107
- Разработка схемы станка
- Монтаж контроллеров и ЧП
- Монтаж схемы станка и внешних связей
- Проверка датчиков, двигателей и исполнительных устройств
- Настройка и отладка машины
В данной версии автоматизации станка заложены два режима работы: ручной и автоматический.
В ручном режиме машина работает на прогон заготовок на максимальной скорости ведущего двигателя и автоматический сброс заготовок на следующую машину.
В автоматическом режиме регистрируются УФ метки на заготовках, по которым дальше производится рез.
Машина интегрирована в линию и принимает сигнал готовности следующей машины, дает разрешение на подачу материала предыдущей машине.
Предусмотрена расширенная диагностика системы. Она заключается в отображении аварийных сообщений и методе их устранения. Также на основном экране в реальном времени отображается срабатывание датчиков, включение двигателей и клапанов.
Предусмотрен режим тестирования, он позволяет вручную проконтролировать работу отдельного двигателя/клапана и систему визуального контроля работы агрегатов.
В качестве основного контроллера и средства визуализации применены приборы ОВЕН. Это ПЛК110-24.30.Р-М[М02] и СПК107.
Инкрементный энкодер (200 imp/rev) установлен на ведущем ролике и подключен к быстрым входам, контроллер работает с ним в режиме fast encoder.
Частотный преобразователь ведущего двигателя также компании ОВЕН: ПЧВ103-4К0-В с внешними тормозными резисторами.
ПЛК110-24.32.Р-М[М02] имеет разъем Ethernet с настроенным IP. При наличии у пользователя соответствующей IT-инфраструктуры возможна удаленная диагностика и корректировка управляющей программы.

![ПЛК110 [М02] контроллер для средних систем автоматизации с DI/DO (обновленный)](https://owen-russia.ru/wp-content/uploads/2022/08/plk110-30_m02-300x240.png)


