
Задача автоматизации
Обеспечение возможности измерения твердости всех видов поковок коленчатого вала с минимальным временем переналадки.
Назначение автоматизированной системы измерения твердости
Автоматизированная система измерения твердости предназначена для измерения твердости по Бринеллю НВ 10/3000 поковок коленчатого вала с предварительной подготовкой площадки для измерения и последующей маркировкой в автоматическом режиме.
Место установки и применения автоматизированной системы – ОАО «КАМаЗ – Металлургия», КПК-3, автоматическая линия коленвала.
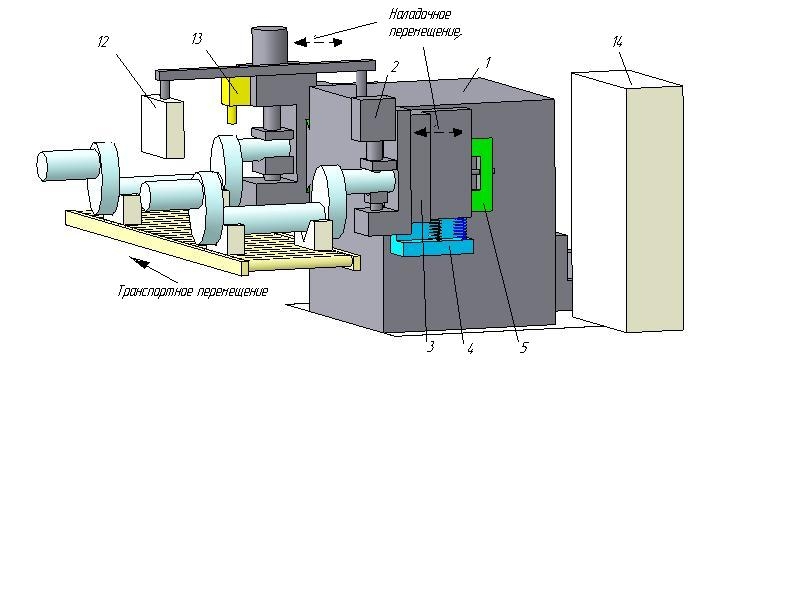
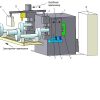
Автоматизированная система измерения твердости состоит из следующих основных узлов (рис. 1 а, 1 б):
- Станина.
- Устройство для подготовки поверхности.
- Позиционирующее устройство фрезерной позиции.
- Подвижная плита фрезерной позиции.
- Направляющие фрезерной позиции.
- Твердомерное устройство.
- Гидравлический цилиндр твердомерного устройства.
- Позиционирующее устройство твердомера.
- Подвижная плита твердомерного устройства.
- Направляющие твердомерного устройства.
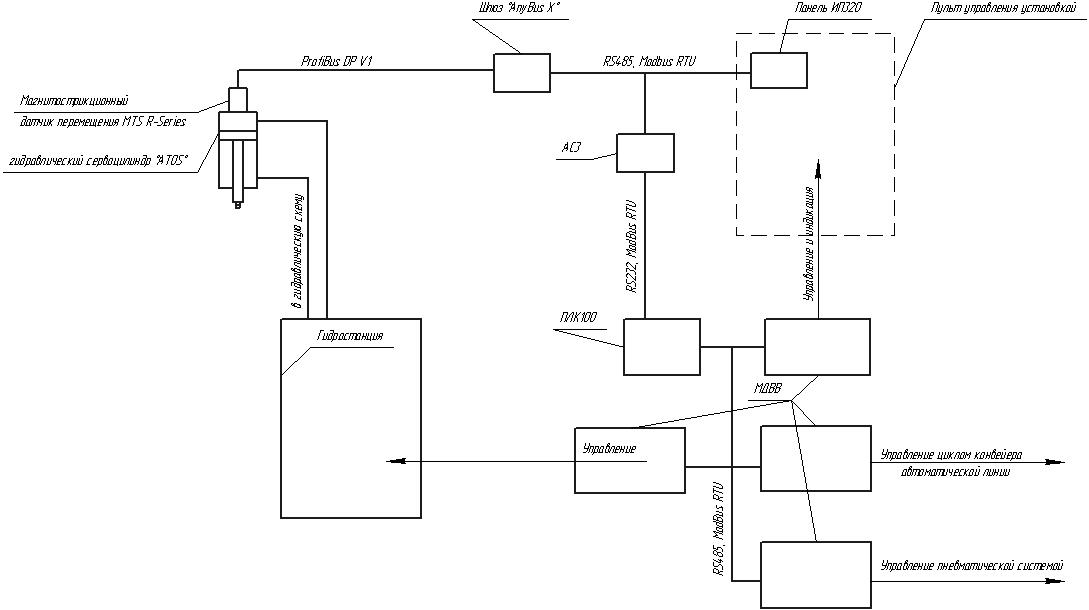
- Гидравлическая станция.
- Панель управления.
- Устройство маркировки.
- Электрошкаф.
Автоматизированная система измерения твердости снабжена:
- устройствами остановки поковок на фрезерной и измерительной позициях;
- устройством позиционирования поковки вдоль оси с целью получения нормальной поверхности фрезерования;
- устройствами зажима поковок на фрезерной и измерительной позициях;
- системами для переналадки в ручном режиме фрезерного и измерительного устройств на различные размеры поковок коленвала;
- устройством для создания предварительной нагрузки при измерении.
Результат автоматизации
Конструкция автоматизированной системы измерения твердости обеспечивает:
- режимы работы: автоматический и ручной;
- остановку поковок на фрезерной и измерительной позициях;
- предварительную подготовку поверхности для измерения;
- позиционирование поковки вдоль оси с целью получения нормальной поверхности фрезерования;
- зажим заготовки при фрезеровании и при измерении;
- неизменное положении поковки при зажиме;
- измерение твердости по методу Бринелля;
- выдачу результатов измерения на терминал и в электронную сеть;
- маркировку поковок в зависимости от значения твердости;
- переналадку фрезерного и измерительного устройств в ручном режиме при изменении размеров поковки коленвала.