

Специалистами компании ООО «Екатеринодарстрой плюс» г. Краснодар, занимающейся изготовлением оборудования для производства строительных материалов, разработан растворо-бетонный узел (РБУ), который представляет собой установку для приготовления и отгрузки различных строительных растворов и бетонов. РБУ состоит из трех основных элементов: ёмкостей для хранения ингредиентов, весовых бункеров и бетоносмесителя. АСУ растворо-бетонного узла построена на базе приборов ОВЕН.
Описание технологического процесса
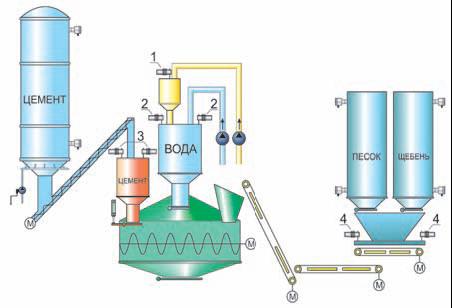
Цемент хранится в двух силосах, которые наполняются цементовозами по трубопроводу. Технологическая схема объекта РБУ изображена на рис. 1. Степень его наполнения контролируют дискретные датчики уровня (верхний и нижний). Для аэрации цемента предусмотрена подача воздуха от компрессора непосредственно в силос, а затем в питатель. Из питателя цемент поступает в весовой бункер, который закреплен на четырех тензодатчиках. Под бункером находится бетоносмеситель. Выгрузка цемента из бункера осуществляется при помощи задвижки с пневмоприводом.
Вода для растворов подается насосом в весовой бункер из емкости, расположенной под землёй. Над бункером находится небольшой весовой бак с жидкими химическими добавками, которые после взвешивания добавляют в воду, и уже готовая смесь поступает в смеситель. Песок и щебень насыпаются в весовой бункер по очереди. После набора необходимой массы, смесь из песка и щебня по ленточному транспортеру подаётся в бетоносмеситель.
Порядок загрузки взвешенных ингредиентов в бетоносмеситель следующий: первым подаётся песок со щебнем, затем смесь воды с химическими добавками и цемент. Двигатель смесителя автоматически запускается еще до того, как начинается выгрузка компонентов. После тщательного перемешивания компонентов бетон готов к загрузке в автомобиль-миксер.
Структура АСУ растворо-бетонного узла
АСУ растворо-бетонного узла построена на базе контроллера ОВЕН ПЛК100-24.Р-М, модуля ввода-вывода ОВЕН МДВВ-Р, четырёх модулей-преобразователей сигналов тензодатчиков итальянской фирмы SENECA — Z-SG и графической панели оператора ОВЕН ИП320. Она соединена с контроллером по интерфейсу RS-232, который связан с компьютером по сети Ethernet. Все модули объединены в общую сеть по протоколу ModBus RTU и подключены к контроллеру по интерфейсу RS-485. Схема подключения приборов изображена на рис. 2.
Контроллер ОВЕН ПЛК позволил создать гибкую и надежную систему управления процессом. Благодаря большому количеству интерфейсов на «борту» ПЛК, к нему могут быть подключены в качестве «мастера» сети панель ОВЕН ИП320 или компьютер оператора для вывода показаний в SCADA-системе. При этом другой порт будет работать с модулями Z-SG и МДВВ. В системе управления растворо-бетонным узлом ПЛК обеспечивает выполнение замеса бетона с максимальной точностью и за минимальное время. Оператору необходимо лишь задать на экране компьютера число необходимых замесов и рецепт, по которому они выполняются.
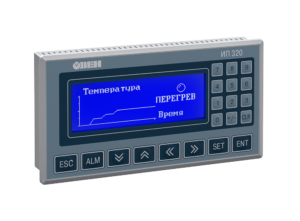
Операторская панель необходима для контроля текущей массы в весовых бункерах. Вся дополнительная информация отображается на экране компьютера оператора. Преимущества использования контроллера ОВЕН ПЛК:
- Среда программирования контроллера CoDeSys имеет широкие возможности создания и расширения системы с минимальными затратами, позволяет оперативно устранять ошибки в программе и осуществлять отладку работы всей системы.
- Для интеграции ПЛК в АСУ в качестве программного обеспечения можно использовать стандартный OPC-сервер, SCADA-систему или собственную среду визуализации CoDeSys.
- ПЛК обеспечивает оперативный контроль оборудования, что увеличивает срок службы оборудования за счет его стабильной работы, а также снижение затрат на электроэнергию и водоснабжение в результате качественного регулирования.
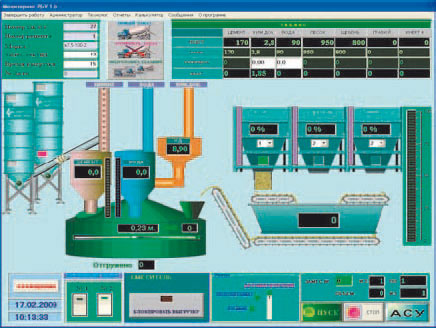
SCADA-система, установленная на ПК, позволяет отображать весь процесс приготовления бетона (рис. 3). Оператор может следить за рецептурой и расходом материалов, и в случае необходимости корректировать и задавать различные рецепты бетонов, выбирать дозы компонентов, настраивать и следить за всеми параметрами процесса на мониторе ПК и операторской панели в реальном времени. Так же SCADA-система позволяет архивировать все параметры технологического процесса с возможностью их просмотра и анализа.
Весовое дозирование
Весовое дозирование в четырех бункерах осуществляется четырьмя модулями Z-SG, к каждому из которых можно подключать от одного до четырех тензодатчиков. Модули работают по протоколу ModBus. Настроить адрес и скорость обмена данными можно двумя способами:
- с помощью двухпозиционных минипереключателей на корпусе модуля (группа SW1) (первые два переключателя отвечают за скорость обмена, остальные — за адрес модуля);
- используя бесплатную программу Z-NET3, которая поставляется в комплекте с модулем.
Программа весового дозирования состоит из двух модулей: Main – модуль программы, в котором выполняются все операции дозирования, PLC-PRG – модуль, организующий режим СТОП. Программа обеспечивает дозирование каждого компонента независимо от остальных, что уменьшает общее время дозирования и увеличивает производительность РБУ.
Перед началом работы пользователю необходимо задать рецепт и количество замесов. Программа остается в рабочем режиме до тех пор, пока не выполнится требуемое количество замесов.